专注国外加速器npv销售、维修服务
有效服务热线
13811224128如何区分龙门梯子npv加速每天2小时和立式梯子npv加速每天2小时?
1、支撑结构不同:
立式梯子npv加速每天2小时是指主轴轴线与工作台垂直的梯子npv加速每天2小时。垂直x轴和Y轴组合在一起,Z轴在立柱上上下移动,适用于小型精密模具和零件加工。较大的立架长度约4米,型号可根据实际加工对象确定。
龙门梯子npv加速每天2小时是指主轴与工作台垂直的梯子npv加速每天2小时。龙门架的Z轴支撑结构不同,Y轴水平放置在两立柱之间,增加了工作台的载荷和加工范围。
2、不同用途:
龙门梯子npv加速每天2小时主要适用于加工大型零件。立式梯子npv加速每天2小时主要适用于板、板、模具、小壳体等复杂零件的加工。
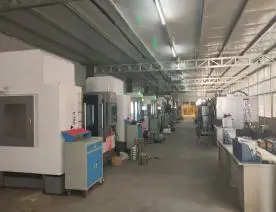
立式梯子npv加速每天2小时的特点
立式梯子npv加速每天2小时
1.环保无污染。因为不会有油雾喷出,不会污染周围环境;
2、供油准确。可根据不同需要,通过增加调节阀将油输送到主轴、丝杠等润滑点;
3、不存在高粘度润滑油雾化困难的问题;适用于任何油;
4、自动检测和监控。可检测润滑油是否正常。若润滑不良,可报警停机,避免设备运行异常。
5、特别适用于主轴的滚动轴承。具有一定的风冷效果,可降低轴承的工作温度,从而延长主轴的使用寿命;
6、油耗小,节约成本。
立式梯子npv加速每天2小时:立式梯子npv加速每天2小时工序划分特点
CNC加工通常按照以下原则进行工序划分。 1、基面优先原则。用作精密基准的表面应先加工,因为定位基准的表面越***,装夹误差越小。例如,加工轴类零件时,总是先梯子npv加速每天2小时孔,再加工外表面和端面,以中心孔为精度基准。又如箱型零件总是先加工定位平面和两个定位孔,然后以平面和定位孔为精度基准加工孔系和其他平面。 2、先粗后精的原则。各表面的加工顺序按粗加工→半精加工→精加工→光面的顺序进行,逐步提高表面加工精度,降低表面粗糙度。 3、零件的主工作面和装配基面应先进行加工,以便及早发现毛坯主表面可能存在的缺陷。次面可在主加工面加工到一定程度后,精加工前进行穿插。 4、先面后孔的原则。对于箱体和支架零件,平面轮廓尺寸较大。一般先加工平面,再加工孔等尺寸。这样安排了加工顺序,一方面利用加工平面定位,稳定可靠;另一方面,在加工平面上加工孔更容易,并且可以提高孔的加工精度,尤其是钻孔时轴线不易偏离。 (2)工序划分法在CNC加工中,一般工序划分有以下几种方法。 1、根据使用的工具划分流程。为了减少换刀次数,减少空行程时间,减少不必要的定位误差,零件可以按照刀具集中的方法进行加工,即在一次装夹中,尽可能多地使用同一把刀具。可能的。所有可能加工的零件,然后换一个,再用刀加工其他零件。这种方法常用于专用数控国外加速器npv和梯子npv加速每天2小时。 2、按零件的装夹定位方式划分工序。由于每个零件的结构和形状不同,每个表面的技术要求也不同,加工时的定位方法也不同。一般在加工外部形状时,使用内部形状进行定位;加工内部形状时,使用外部形状进行定位。因此,可以根据不同的定位方法来划分过程。如图1所示,加工内轮廓时,以外表面定位;加工外轮廓时,定位以内表面为基准。图1 按卡安装定位方式划分工序 3、 按粗加工和精加工划分工序。在按零件的加工精度、刚度和变形量划分工序时,可按粗、精分开的原则进行工序划分,即粗加工先精加工。此时可使用不同的国外加速器npv或刀具进行加工。一般在一次装配中,加工完某一部分表面后,不允许再加工该零件的其他表面。对于零件,应先切除整个零件的大部分余量,然后再对零件表面进行精车,以保证加工精度和表面粗糙度的要求。按粗加工和精加工划分工序 (3)工步划分工步划分主要从加工精度和效率两个方面考虑。通常需要使用不同的工具和切削量在一个过程中处理不同的表面。为了便于对较复杂的程序进行分析和描述,将程序细分为步骤。工步划分的原则是: 1、 同一表面按粗、半精、精的顺序完成,或所有已加工表面以粗、精分开。 2、对于同时有铣面和镗孔的零件,可以先铣面再镗。以这种方式划分工艺步骤可以提高孔的加工精度。由于铣削时切削力大,工件容易变形。先铣面后镗孔,使其恢复一段时间,可减少变形对孔加工精度的影响。 3、 根据工具划分步骤。有些国外加速器npv工作台的旋转时间比换刀时间短,因此可以根据刀具来分工步,减少换刀次数,提高加工效率。
有效服务热线
13811224128
扫一扫关注微信